
鉋刃の裏出し_極軟鋼金床・裏出しハンマー柄据え四方ヒツ|The URASUKI Kanna blade-flatting、hammer and extremely milde-steel anvil | 刃鋼を割らないプロの技あり ハンドツールジャパン-68
![]() 阿部蔵之|木とジョイントの専門家
阿部蔵之|木とジョイントの専門家

鍛造地金合せ鋼鉋刃は、刃研ぎが進むと刃裏の裏スキがなくなり、刃先線が微細に歪み、切れ味が鈍ります。刃裏の付け鋼を金鎚で打ち出し、裏切れ・ベタ裏の矯正を行う作業が有ります。
師事伝承_正調な裏出しテクニックを伝承していきます。過去に、刃を割るような教え方が雑誌記事にありました。
鉋刃の裏出し
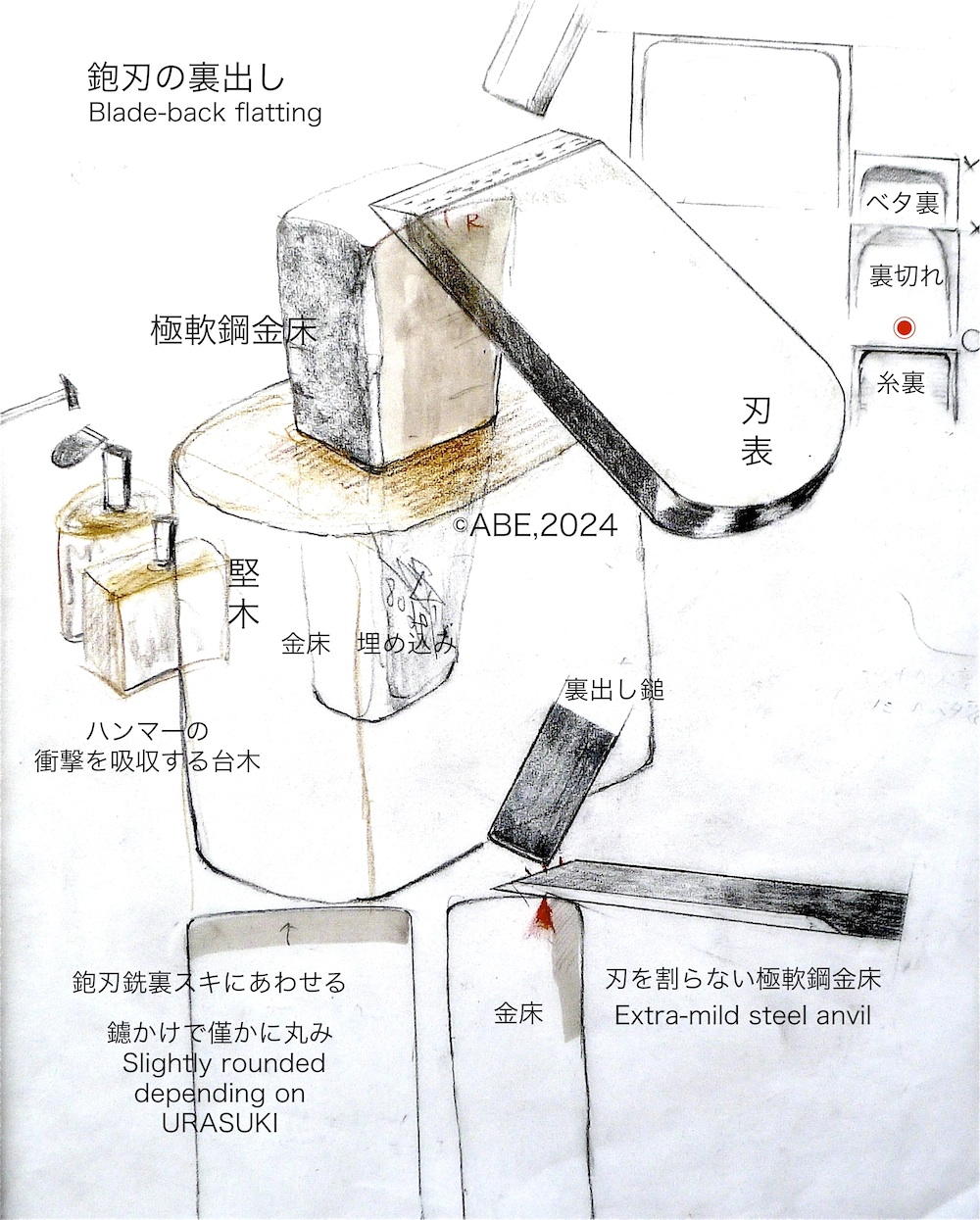
鉋刃より軟質の金床でないと刃先を割ってしまう。
■裏出しハンマー/柄据え変えできる「四方ヒツ」あけ
35 x 35 x 100mm 548g 約39匁
削ろう会初期の限定制作頒布品 柄据えの開口部「ヒツ」_枘穴ではなく、字体は木偏に「必」
ハンマー頭の四方すえは、打刻先端を変えるように考案したもの。
■ 極軟鋼金床
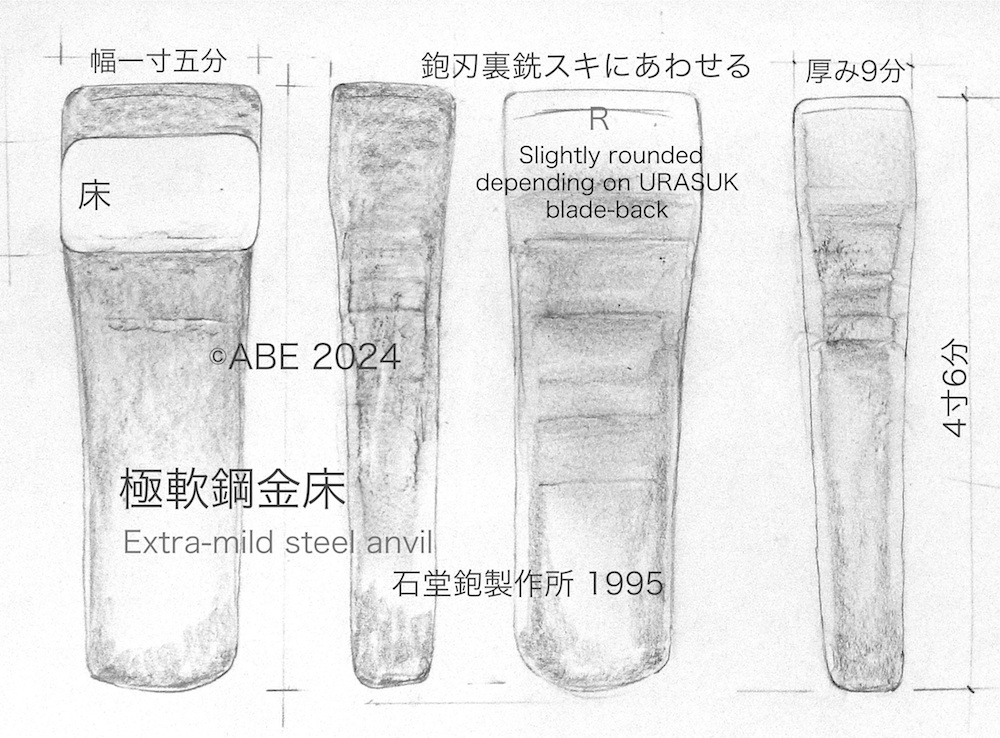
石堂輝秀鉋製作所 恵比寿/1995
長さ:四寸六分 幅:一寸五分 厚さ:9分
極軟鋼 1,010g 床上端は微細な曲率に仕上げ_ 鉋裏刃の(銑センがけ)にあわせる
鉋刃鍛造地金合せ鋼の特長
全鋼の刃では研ぎにくく、刃先にかかる力や熱は平均にひろがり、繊細で極薄の削り、長切れが続かないという特長があります。鋼は、高価でしたから研ぎ減らす所まで使い、地金と合わせる日本独自の鍛造技術が発達してきました。
全鋼刃薄、西洋・中国式押し削り鉋と引き削り、和式手鉋との刃入れの違い、刃角度、刃先重心位置も異なります。(別稿に詳述)
合わせ刃鋼の歪み反り
鍛造・蠟づけ溶接合せ刃は、鉄鋼でも動きます。自動カンナ盤刃HSS ハイス全鋼の刃先は、反りがでませんが、超硬の蠟づけ刃では研磨する時に反りがでます。切削抵抗が大きくなり、蠟づけ刃が熱をもち、金属組成の熱膨張率が違うために起きる_チップソー・ブレード研磨専門職の知見です。(有)アルプス刃研 2005 平成17年
ⓒ2024 , Kurayuki Abe
All Rights Reserved. No Business Uses.
複製・変形・模造・転載作り変え・画像転用・ロボット、Ai無用、業務利用を禁じます。
木の総合学研究 2024 「鉋刃の裏出し、研磨修正裏切れ、ベタ裏、糸裏について」「合わせ鋼の熱膨張変形」
