
「木」の道具・工具 | ハンドツールコネクション | 木工
鑿の鎬成形・転造、焼入れ・火造り鍛造、刃物はセルフ仕立てが基本技能 國政相伝-9. 名作・秀作・逸品鑿 ハンドツールコネクション
![]() 阿部蔵之|木とジョイントの専門家
阿部蔵之|木とジョイントの専門家
本当に切れる鑿はあまり多くはない。銘を飛ばし、外見が立派な高値作品でも、実際の切れ味実力は未知。良く切れるものほど使い続けてチビル。道具を観れば腕前が判るプロの怖い世界、名作優品を所持すると自信がついて制作意欲が高揚する不思議。別注・特注刃物もセルフ改造・調整して最高の切れ味まで根気の刃物対話が続く。反復動作は深い身体記憶を呼び戻し、切削によるリズムと確かな視触感を増幅することが、集中力に作用していることも明らかです。
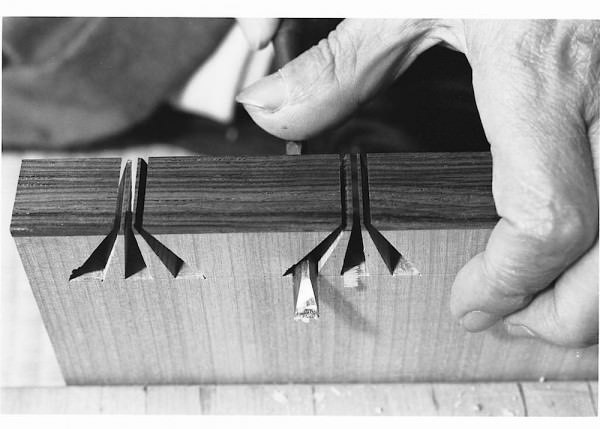
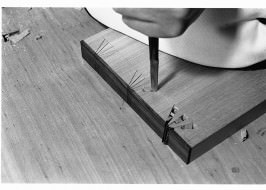
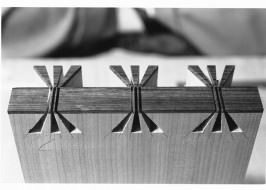
國政流変形枘 「小菊 Kogiku」 組手の刻み




ⓒ 2016,Kurayuki Abe
名工名作と評価が高い鍛造刃物は、使わなければ性能は確かめられず、切れ味は定かでは無い。別注製作も鍛治場の火がつづく最盛繁忙期とタマに打つ品物では「ムラ」の鍛冶屋。高評・名声はあてに出来ず、研ぎが安定持続し当たりがでるまで、使う人の力量次第です。
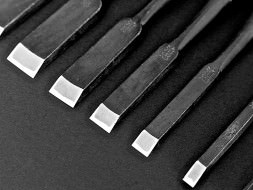
鑿の「ベタ裏・半切れ」がベスト状態 手打ち刃物の仕立てとセルフ改造調整




① 追入鑿 12本揃い ベタ裏半切りの細工用鑿 紫檀柄(束)登録刻印「分銅壽に松?」(刃先幅W:2.5 , 3.5, 5.0, 8.0, 11.5, 15, 18, 20.5, 24, 29.5, 36, 42 mm )昭和初期の秀作
鍛造したばかりの新品は、まだ金属組織が動いていて落ち着かず、切れは助走段階。研ぎ重ね、使い手になじむころになると本来の切れ味となります。また砥石もいろいろ替えて組み合わせると切れも印象が変わります。定評のあるハンドメイド鍛造品は値段に比例するとされますが、仕事によりけり。切れる鑿は研ぎ急ぐので早期引退し消えます。
揃いでもよく使い減りの激しい小幅サイズは予備ストックし、既成出来合いを改造自作。鞴で火造りと焼き切れなましはセルフ。特に焼き入れが秀逸な金工用鑢が転用最適。組手は失敗したらお終いですから、道具手入れ準備は、本番仕事時間と同じくらいかけてパーフェクトに。鑿・鑢既成品を専用刃に転造することも木工基本技能のうちです。目立て職も鍛冶屋もすでに町内にいないのですから。
鑿は既成品の改造・転用セルフメイド、仕立ても基本技能





向待鑿の側面切り刃・鎬改造 変形枘・逆枘の斜目枘では、自作の細い金工用鑢改造刃を多用する。(13代國政使用状態のまま、未研磨記録。)
「追入れ」「平・角」「鎬」「面取り」「向待ち」は出来合いのサイズのほかに細い隅角を攫い抉る特殊なものを自作します。向待ち鑿・叩きは衝撃力を強くするため穂先・柄の長さを短くし、あて板上での作業性を高めている。
既成定型鑿の切刃角度調整、小端研磨、鎬成型グラインダー削り、焼き入れ、軽微な火造り鍛造も行う。
鎬改造:八厘、一分(2.8mm)、一分五厘、二分 カット角度は枘形刻みに合わせる。
向待鑿・短首:一分五厘、二分、7mm、三分、10mm、11mm、四分、五分、17mm (ベタ裏)コバ刃摺落し
叩き鑿:五分・六分

丸鑿:刃先幅W8.5、10.5、15.0、16.0、21.0mm 他 曲率違い数種使用
金工鑢自作改造刃W:2.8 mm – 3 mm – 4,5 mm、5 mm 平・鎬型 及び 薙刀刃等、仕事にあわせて製作。鏝鑿、突き鑿・小刀・彫刻刀を使用。
独創作品は道具も自作自前が基本 熟練ベテランはむやみに買わない
小菊・菊枘は内角隅が狭く枘傾斜がきついので、出来合いの鑿は使えない。一分五厘の鎬鑿をさらに枘形にあわせてグラインダー成形研磨。金工鑢は上質の鋼材焼き入れも高品位の為、攫い・突きに転用仕立てるのがベスト。道具は買う探すのではなく、自作が基本です。売っている道具刃物で独創的作品の制作は覚束ない。
見たような似たような誰かが儲けるような道具では、オリジナル作品は手からこぼれ落ちて追随模倣にはまる。いつの間にか機械設備・機材・道具が増え散財し、財布が軽くなります。商業的利益が出た材木・刃物・道具・接着剤・塗料・金具すべてコストにしていては、家計が安定するわけがありません。高度成長期にカントリーライフ木工家の連れ合いは、愛児が学齢期になると木遣いに疲れて去就したもの。税金を払い購入していては「稼ぎに追いつく貧乏はなし」。道具は、可能な限り自前で工夫するのがテクニックや個性を磨きます。
「一目でその作者がわかる」そのオリジナリティが貴い。
一年二年 安直コースの学校で同じ教科・技能を習い、同じような道具で、似たような材料や機械。ほとんど同じ力量の経歴で、教える人は一流ではない。直ぐに独立したい一心から類似の情報知識でデザイントレンドに沿い、売れ筋を狙う。これでMake differences 際立つ作風は無理というもの。そもそも、伝統的テクニックを使って表現したら、斬新な作風という評価は文芸界ではありえない。どこかでみたようなものでは、剽窃贋作とされます。
道具刃物を自作するレベルになれば、おのずと作品は独創にいたり、固有の作風が確立したと見えます。手仕事は人に添い、見習い覚え、親方の手足となり身体記憶するもの。仕事だけでなく生活時間の共有から摺こまれて伝受されることが相伝となります。スキルは、さまざまな実際の仕事をこなすうちに技能は体に染み込むもの。
アートクラフトの分野でも作家的職人の存在基盤は厳しい。類形で売れ筋を志向する人が増えましたが、ニタリ繁盛記はやがてしぼみます。どこかで見たようなモノは、直ぐに飽きられ陳腐化。一生稼げるスキルなくば、途中で離脱してしまう。
東京の鑿鍛冶名工が廃業、伝統手打ち刃物の終焉
昭和から平成にかけて、外観もかなり洗練され鑿の完成度が頂点に達したころ、皮肉にも機械生産・人工合成材料に変わり、木造の手仕事は無くなってきました。月島の「左久作」「清忠」、中野「左市弘」、小松川の「長弘」それぞれ二代目の優れた鑿鍛冶職人でしたが、需要が減り火を落として廃業、雲客となりました。次世代は、火造り鍛造の音も知らない世代になります。
昭和期に全盛を極めた手工具は、ソリッド材から合板・集成材・ボード、複合板へかわり電動工具・機械生産へシフト。鑿の需要が減り工房は姿を消しています。手打ち高級品の需要がなくなってしまいましたが、名工終期の優秀な作品を組みでストックし現物記録を次世代へ。
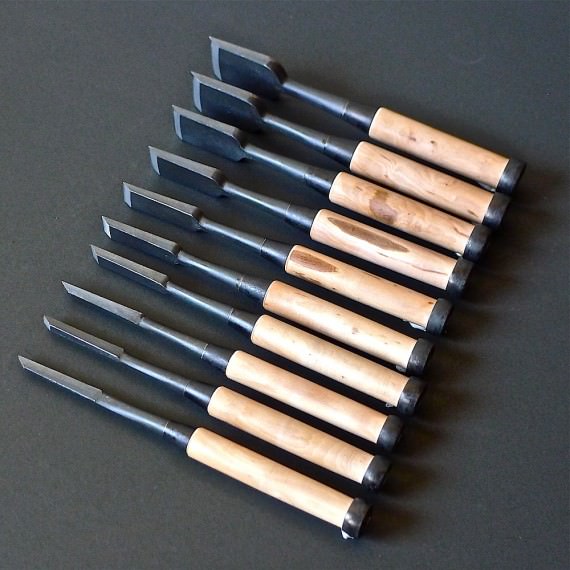
鍛造手打ち鑿 作品と製品事例 1982 −1994 清忠・長弘・越彦,他に市弘・小山市
② 追入面取り鑿 11本組(別注)清忠作 黒皮 口金・冠:メッキ 赤樫柄(塗装)(刃先幅:八厘、一分、一分五厘、二分、三分、四分、五分、六分、八分、一寸、一寸二分)1994 シンプルで地味な実用東京型




③ 平(角)鑿 10本組(別注)清忠作 黒皮 口金・冠:メッキ 赤樫柄(塗装)(刃先幅:2.5 mm,一分、二分、三分、四分、五分、六分、八分、一寸、一寸二分)1994 一分はコバ落とし、一寸二分以上は面取りとなる。仕上げ成形は、飾り気のないシンプル。東京スタイルは、奇をを衒わず、実直を旨とす。


④ 平(角)鑿 10本組(別注)長弘作 穂首:黒皮 口金・冠:黒皮 牛殺し柄:木地仕上げ・4寸 (刃先幅:一分、二分、三分、四分、五分、六分、八分、一寸、一寸二分)1995 控えめでナチュラルな雰囲気の、すっきりした雰囲気仕上。殺しとは物騒なネーミングだが、刃物本来の怖さを秘める造り。握り触感がよい。


⑤ 追入面取り鑿 13本組み(別注)長弘作 穂首:黒皮 口金・冠:黒皮 白樫柄:木地仕上げ・4寸 握り柄径18.0 – 19 – 21.5 mm (一分、一分五厘、二分、三分、四分、五分、六分、八分、一寸、一寸二分、一寸五分)1995 (2部・3分・4分・一寸はスペアー予備各一本発注 計17本制作)白樫柄:ストレート、口金R削り仕込みでソフトな材質感に。
江戸下町の樫木工握り柄、木槌・杵の挽き物の材質感。スマートで粋な感じの雰囲気、軽快で近代的なフォルム。柄のストレート轆轤は、据え替えを早くした杵も同じ江戸スタイル。




⑥ 鎬鑿 10 本組み (別注}長弘 作 穂首:黒皮 口金・冠:磨き 紫檀柄:木地仕上げ・4寸 (一分、二分、三分、四分、五分、六分、八分、一寸、一寸二分、一寸四分)1995 ハイコントラストで重厚、高級な雰囲気。柄の材質感が作品イメージや性格・使用感を左右します。



⑦ 薄鑿 10本組み(別注)磨き、首・口金一体研磨 ぐみ柄塗装仕上げ (一分、二分、三分、四分、五分、六分、八分、一寸、一寸二分,一寸四分) 小山市鑿製作所 兵庫県三木市 1992




名工鑿 左市弘 昭和40頃(機械鍛造品に比べ、値段は倍以上 でした。立川市山川金物)

「伴打ち・伴口」実用オンリーから見栄え、作品性加味、造形重視へ
鉋・鑿は裏金や口金・冠は消耗パーツでしたから、一品制作以外は既成標準品をセットしコストを抑えていました。
登録商標・刻印打ちで銘を競いはじめた明治期は、観てくれではなく、切れば良いという気質、大正時代から昭和にかけて細部も同時に丁寧に仕上げる「とも打ち」を手掛け見栄えが注目され、機能重視から全体の品質完成度・デザインも重視されるようになったのです。
売れる製品にするため鍛冶職はそれまで敬遠していた二次部分も一体制作することが多くなり、商業的価値を高めるように工夫。名工作品の影響も受けて産地の鍛冶屋は、切れ味だけでなく研ぎやすさに装飾デザイン要素が加味された道具つくりへ発展しました。やがて道具の美を鑑賞対象コレクションするムーブメントも起きます。
*鎬(しのぎ):鑿の側面コバを傾斜カットし、背にそって高く三角形に成形した鑿。狭い隅部の掘り・攫い用、特殊型。
*鑿柄(束)仕様:白樫・赤樫・紫檀・鉄刀木・牛殺し・ぐみ材等の堅木を仕込む
柄長さ寸法: 追入れ:3寸8分 – 4寸、半叩き:4寸3分 – 4寸5分、叩き鑿:4寸6分 – 5寸、木彫欄間用:4寸6分 – 5寸 (柄材:八分 ー九分、一寸角あれば十分) 都内では、鑿鍛冶・鑿柄木工専門職も高齢廃業です。
*長弘作 鑿 平角・鎬・追入れは、冠未仕込。
(価格、鋼材データ及び実測寸法略)
鑿名工二代 越彦」




越彦・名工二代の鑿 ベストハンドツールコネクション-2.
http://kurayuki.abeshoten.jp/blog/3394
鑿袋・収納ケースの斬新なデザインを考えたい。



「鑿袋」ファスナーロックをつけて電工道具産業がそっくりモダーンにしています。純綿の安物おまけサービス品ではなく、高価な道具にふさわしい専用収納具をデザインしたい。湿気・錆防止ヘッドサックも付けて。オールド桐箱もは、店頭ディスプレイだけですから、機能的で素敵な鑿ケースがあればIn-Outプロ用ツールコンテナに収まるでしょう。
鑿のベタ裏・「半切れ」について
□質問:仕事は、大工しています。鑿のベタ裏、半切れと書いてありますが、
半切れとは、どういう状態の事を言うのでしょうか? 和泉市 20161209
■拝答
関東では、新品の鑿を半分ぐらいまで研ぎ進む(研ぎ減りが半分までは行かないうちに)調子がよくなり、
「切れ」が出てくるので絶好調の状態を言い表します。名古屋では、とくに用語はない。
鑿の刃先と内部では厚みが著しく違うので、焼き入れ時に鋼にムラがあり、刃先が欠けやすい傾向があります。
(鑿鋼材は、白紙を使うので焼き入れムラがでると刃先が欠ける傾向もありと聞いています。)
鑿は「裏出し」をしにくいので、裏スキが深い造りです。糸裏では、たたき鑿は堀込み線の内側に引っ張られRになり、ベタ裏になれば、スカッと直線で切り、通直に掘ることができる。
ひとうら、ふたうら研ぎ進むと安定してくるわけです。ベタ裏になると具合がよいのは実感できると思います。
また、鍛造刃物の鋼は、火造りしてから炭素鋼材質が落ち着き安定するには、落ち着かせる、ならし時間が必要です。
鑿裏スキも、一枚裏、三ッ裏では、この内側に引きこまれる性質を抑える効果があり、昭和の鍛造鍛冶の工夫でした。コントラストが綺麗で格好いいだけではない。本来、鍛造手打ち刃物は直ぐ使いではなく、落ち着いてから仕立てるのが望ましい。鑿鉋は、少し使いならした刃物のほうが新品より使い易く、切れる理由が鍛造鋼の性向と研ぎの相関的な切削作用と言えるようです。
拙稿、「久作の鑿」画像を観ていただくと、長く使いつづけた地金の色は、かなり落ち着いてしっとりした質感です。
合金金属インゴットも寝かせ天乾シーズニング
溶鉱炉から出てきたばかりの金は、表面分子があばれているのが見えます。「金地金」も寝かせると落ち着くので、長年ストックしてから使うスイス時計と日本のケースメントの大きな違いは歴然です。)本来、金属も木材も動くので、寝かせる時間が必要なのです。合金メーカーでは、錫鉛鉄などは地金インゴットが吸湿し、あらかじめ天乾シーズニングするのです。
因みに、相性がよく使い易い刃物がドンドンチビルのも使用頻度が高いだけではなく、自分の癖が乗り移り、鋼の馴染みがでてくると解釈します。
このテクニカルマターは、國政の相伝と鉋台打ち名工 青山駿一、鋸目研ぎ名工 長瀬勝一の所見も伺い、ベテランに確かめました。
ソース引用を隠し、いい加減なネット記事がはこびり、訓練校でも間違いはそんまま。
針葉樹材と堅木では、鑿の研ぎ・刃先角は違うので、仕事場でじっくり手持ち全部を見ないとのみ込めません。
どこにも書いてない「キモ」プロの視点ですので、善い質問です。
このところ木工家の鋭い観察意見もいただき、伝承内容とその根拠が判りはじめています。
道具商人の聞き書きではなく、ベテラン名工諸賢から実際の知見をまとめる期会がありそうです。
拝答まで 20161210 ABE
ⓒ All rights reserved,1985 – 2016 Kurayuki Abe
All Rights Reserved. No Business Uses.
複製・変形・模造・転載作り変え・画像転用・ロボット、Ai無用、業務利用を禁じます。
木の総合学研究 2016 – 2019 「組手枘型の切削工程」「組手製作刃物・鑿類」「木工道具・刃物」「木のジョイントツール」
▼ お気軽に一言コメントをどうぞ
次の記事:クラフトフェア 31年目のベスト展示構成 仮設基本構造とKD組立什器デザイン 「BWTベンチワークたてぬい」日野 健の独創 ジョイントシステム-26. →
