
ハンドツールコネクション | 工具・刃物 | 木工
鉋刃の台入れ品質比較_緩む鉋と躍らない刃先_要所・細部の造りから見えてきた完成度|A quality comparison of Japanese hand plane’s Blade-Boxing|平台鉋新考続々−4 ハンドツールジャパン-46
![]() 阿部蔵之|木とジョイントの専門家
阿部蔵之|木とジョイントの専門家
鉋刃形状と台構造には、呼び寸法や名称はありますがマチマチ。切れ味切削性の基準はなく、産地傾向や手仕事の個性も重なり、スタンダードは決めにくい。相伝されてきたものを歪め、殺ぎ落とすものが多く、部外者は造り替えてはいけません。
長切れする刃_構造の要所・細部の違いは、多くの実物を精査すると良く判ります。形は同じように見えても、刃が緩み、躍るものが出歿_なんと出来損ないも混じります。
本稿では、「台直し」では手に負えないものがあり、「使っていると緩む」クレームが出たモデルを調べ、別註制作品と比べました、鉋刃のつくりや性格_台入れ本職技術の要所・細部の違いを明らかにします。若干の経験と専門知識がないと、見えない_判らない_感じない、微妙で重要な部分です。
コンテンツ
① 平台鉋・寸八_既製品Aと別註品Bの細部の良否比較
② 刃のつくりと白樫台の収縮変形
③ 台の乾燥・含水率測定_生乾暴れ材質と寝かせた良質材
④ 台鉋既製品と別註制作の仕様・品質差
⑤ 台鉋の要所細部・評価項目
⑥ 鉋のクレームは言いにくい_品質表示・責任保証はしない。
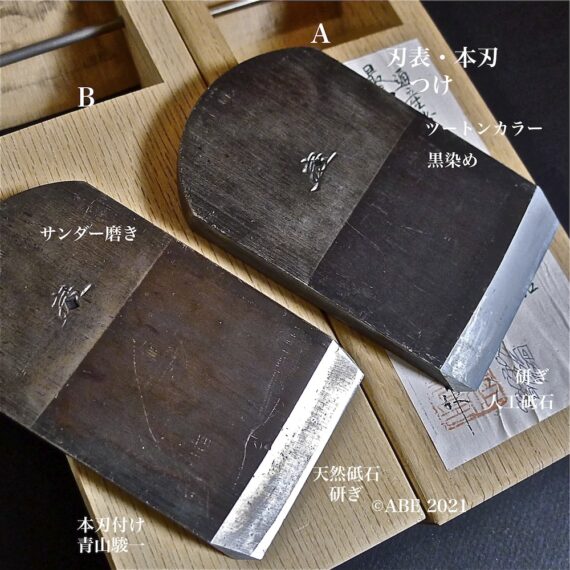
❶ 平台鉋・寸八_既製品Aと別註品Bの細部の良否比較


二枚刃共裏_8分勾配 白樫材 / 生産地別 :
・A 銘「天一目」 播州三木 鍛造台入れ量産品 1998年3月7日 第二回削ろう会武生にて直接購入
・B 銘「刃三代」名古屋市青山鉋店注文制作 青山駿一 1998年 4月本刃研ぎ・台入れ

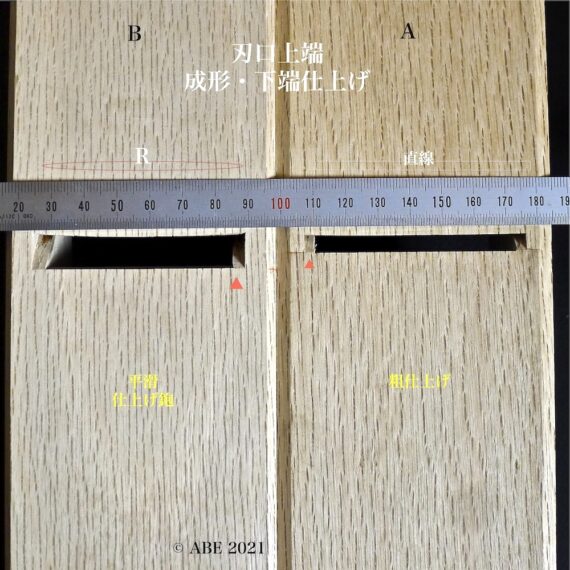
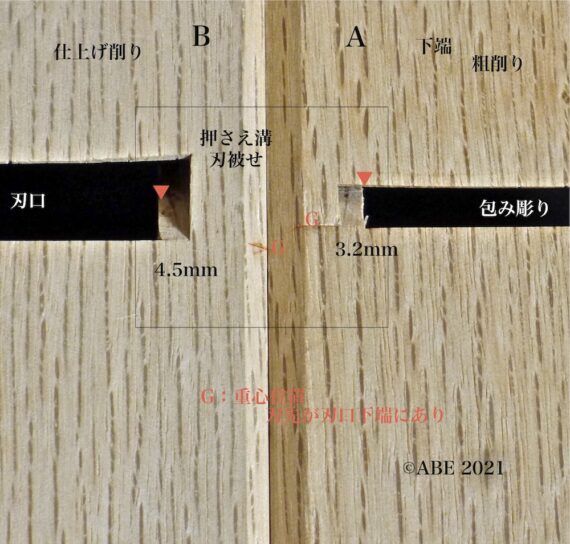
A B
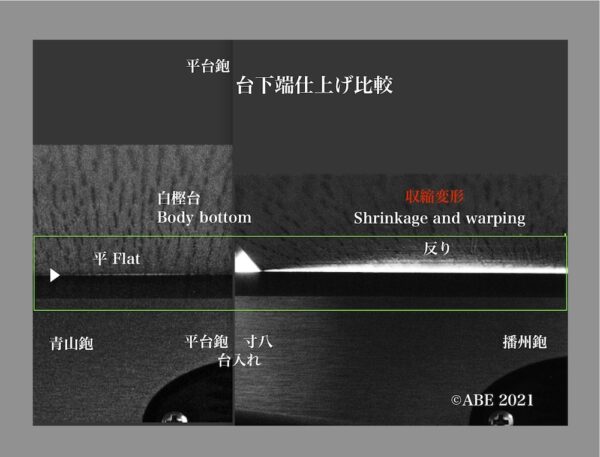
❷ 刃のつくりと白樫台の収縮変形

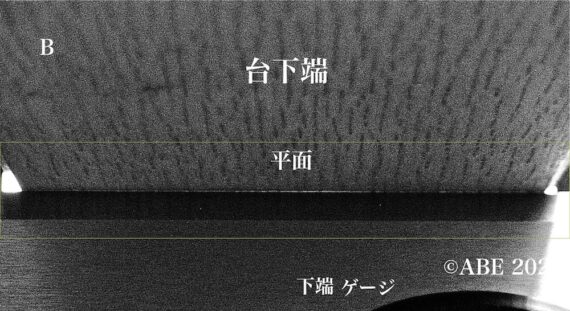
B. 靑山鉋の台下端 _ストック20年 真ん中に微細な反りがあります。
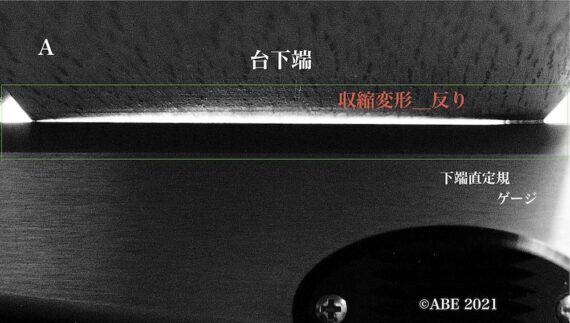
A. この台下端反りでは、刃先は空中散歩で削れません。台上端「甲」は開き、鉋刃身を締めつける押させ溝上部は緩みます。
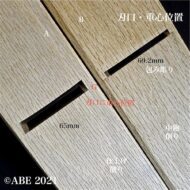
❸ 台の乾燥・含水率測定_生乾暴れ材質と寝かせた良質材


右Aは乾燥不十分、材質は暴れ材_収縮変形_反りがおきています。含水率測定:10.2 – 10.8 下端面はザラツキ残り粗い仕上げ _1998年購入時は11%以上。
左Bは、十分寝かした板目柾使いの良材_含水率測定:0.92 – 0.96
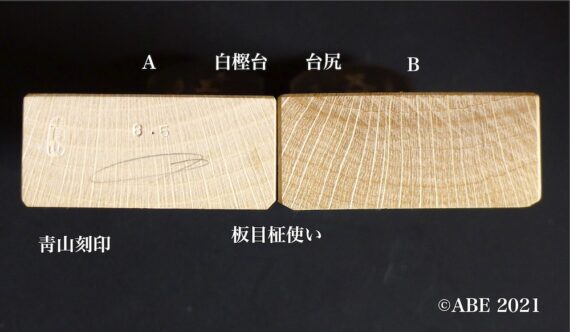
右は、導管_向芯斜方組織(髄線)が太く乱れ、生長肥大・年輪がゆらぎ、秋冬目年輪色に濃淡があり、収縮変形は強く、反り暴れます。鉋台ではなく、斧柄には好適ですが。
❹ 台鉋既製品と別註制作の仕様・品質差
A. 播州三木 地元鉋職台打ち
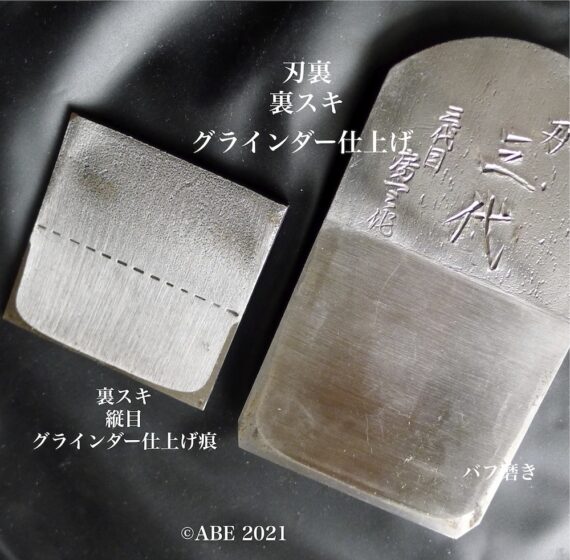
・鍛造刃は厚く重いガッチリした造り_裏スキや表なじみの銑がけ仕上げではなく、グラインダー・サンダー仕上げ_刻印・鏨銘キリ部分のみハンドワーク。
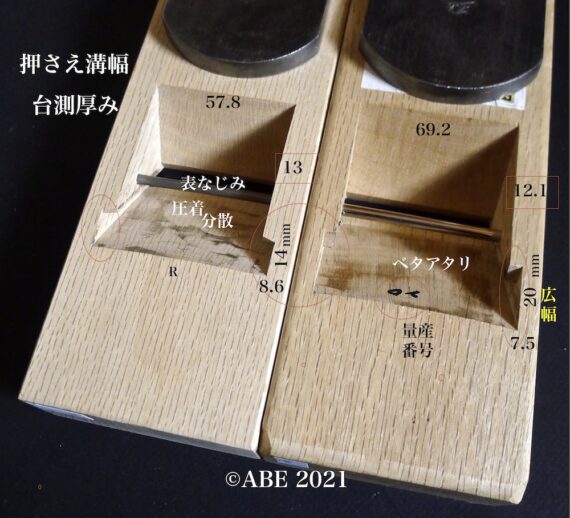
・表ツートンカラーは黒染め_彫り込み圧接部分がツルツル磨きで滑る_裏金は厚く・幅広で硬い曲げ強く_押さえピン径4.8mmと異様に太い。
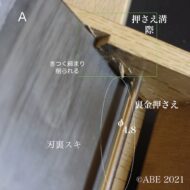
・台の彫り口拡がり_厚い刃身と強い折り曲げ裏金の合わせで、きつく押さえていますが、刃身を咥える押え溝幅が広くなり、台の両側面は痩せて剛性が減るだけでなく、グラインダー・サンダー研磨・メッキ化粧見栄え優先です。2016年11月、青山鉋店靑山さんの説明では「山口鉋制作所の造りは、締まり勾配がゆるいので使っているうちに緩む」でした。因みに、別注制作を依頼しましたが、台入れ技術でカバーしています。
・本来、銑がけで線状痕が樫材面に圧着して摩擦保持力が出る「アタリ」が弱いだけでなく、圧着させる表なじみの鑿浚いが「ベタアタリ」、逃げを配慮していないので苦しい。刃の挿入がスムーズではないほど、きつくしている印象を受けます。
・白樫台は生乾でした。材質は暴れ材で乾燥して収縮変形_反りがおきています。現在の含水率測定:10.2 ~10.8 下端面は、ザラツキ残り粗い仕上げのまま。
・押さえ両溝の刃縁の被りが狭い3.2mm _本刃付け切れ刃の研ぎは人造回転砥石磨き_問屋向け小売り店販売量産品_省力化しています。
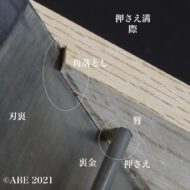
B.青山鉋店靑山駿一による台入れ
・刃の厚みは関東地域の標準的な造り_裏スキ・外観はグラインダー仕上げ
・刃を咥える押さえ溝幅は適正_締まる台の両側面は剛性は損なわれていない_共裏の厚み、及び裏金押さえ径 4.0mmで普通、裏金折り曲げは強くプレス曲げ。
・刃身の仕上げ・細部は、Aとほぼ同じです。圧着させる表なじみの鑿浚いは、材面のアタリ具合を加減し、本刃付け研ぎは天然合砥で仕上げています。テカリがない。
・押さえ両溝の刃縁エッジの被りは 4.5mm_狭い坂道ですが、刃先のブレを抑えます。
・十分寝かした板目柾使いの白樫良材_含水率測定:0.92 – 0.96
使っていると刃が緩み、刃先が安定しない訳が明らかになりました。同じ制作者の造りで、実際に品質性能を比較検証することも難しいのです。欠陥が見えると、使うのがやになるし、お釈迦になり、費用もバカにならない。こうして、引き出しに眠る鉋が増えるのです。二台のモデルは、機械加工部分が目立ちます。
「台入れ」技術には、刃の形状や状態も読み取り、要所・細部の丁寧なタッチは見えにくい。火造り鍛造と同じくらい切削力を左右する重要なものであることを再認識させる事例でした。
❺ 台鉋の要所細部・評価項目 (明治から昭和時代)
① 鋼・地金原材料の種類・製造元入手先
② 火造り鍛造の金属組成と表面処理
③ 体裁・作風・品格・美質
❹ 裏スキ・鍛接鋼 かせ
❺ 押え溝嵌合度(鉋身コバ楔勾配)
❻ 精度・台馴染み喰いつき
❼ 重心位置 刃口バランス
❽ 台の材質 割り台・板目取り・追柾 含水率
❾ 本刃付け・研ぎ進み具合 裏だし
⑩ 逆目・バイヤス、節・瘤あたり
⓫ 手鑢・銑・鎚 、グラインダー・ハンマー機械仕上げの区別
⑫ 長切れ 存分に削り仕事がはかどる (快適な作業で削りモノが苦に成らない)
⓭ 被削面の仕上がり 木肌の艶・美しさ
⓮ 既製OEM /別註・特注の区別
⑮ 価格・コストパフォーマンスと商品性
⑥ 鉋のクレームは言いにくい_品質表示・責任保証はしない。
来訪する職人が、「この鍛冶屋さんの制作品を使うとと刃が緩む」ので靑山鉋店へ別註されることがあり、その詳細を確かめるきっかけになりました。販売店では、あんたの刃研ぎ・台の調整が未熟だからと相手にされない。
「高級」とか「請負い」刻印だけで品質保証はしない_使うと引き取らない_この「使用者責任」は、電動工具の「保証書無し」へと続きマス。つまり、「あんたのスキル次第」とはねつける売り方でした。取説はなく、スペックは公開しない、売ってやる殿様商法の時代だったから。購入してガックリした熱い職人から、ブラック評価が彼方遠方へ伝わります。
ゆるむ鉋・躍る刃先は困るのですが、販売大工道具店へクレームすると、研ぎ方や台直し削りスキルの問題とされてしまう。高い砥石を買うハメになりますね。問屋支配が長く続き、現在まで製造物品質責任を問われないのです。
※台入れ専門職三代の技術は、鍛造職の個性や刃の性格_樫材の動きを読み取り、完成度を高めました。高度な技術となり、用語統一、工業標準化はナンセンス。基準とされる定格仕様は作れません。おまけに、研ぎは身体記憶であり、削り方には好みやクセも関与します。
何事も極めると崩れますから、遊び・逃げ・うっかり出来損ないあり、人間的な道具刃物はそれでよいのでしょう。
各位、よいお年をお迎えください。
■関連コンテンツ
http://kurayuki.abeshoten.jp/blog/32318
http://kurayuki.abeshoten.jp/blog/32206
http://kurayuki.abeshoten.jp/blog/26263
ⓒ2021 , Kurayuki Abe
All Rights Reserved. No Curation and No Business Uses.
複製・変形・模造・転載作り変え・画像転用、ロボット・Ai無用、業務利用を禁じます。不許:自動翻訳・無断収録
木の総合学研究 2021 「日本台鉋新考相伝」「鉋台入れの品質比較と要所・細部のつくり違い」「台鉋刃入れ極めツキ_プロの技」
