
「木」の道具・工具 | ハンドツールコネクション | 工具・刃物 | 木工
「平台鉋新考」 鍛造火造りを極めた鍛冶職と台打ち専門職の名工コンビネーションにより、手仕事の最高品位を出現させた世紀末。 |A consideration on DAIKANA Japanese hand planes, the best collaboration of master artisan|碓氷健吾青山鉋作品ハイライト2017 ハンドツールコネクション -12
![]() 阿部蔵之|木とジョイントの専門家
阿部蔵之|木とジョイントの専門家

優れた刃物は、仕事が捗り、仕上がりもきれい。良く切れ、心地良く、怪我を呼ばず、疲れを知らない。「台鉋」は、刃と樫台の協奏です。
使うほどに、腕が上がったように感じられ、作業動作までが 洗練して見える_道具を弾奏するかのように。
感覚を研ぎ澄まし、仕事が面白くなり、自信もつき、所持していると嬉しく酔いしれる。背中を押し、才能を引っ張ってくれます。
最高度の手仕事には、優れた素材を入手できる優位な条件_需要ががあり、周囲の地場産業が元気なだけでなく、クライアントの使い勝手や様々な要求が重なります。鍛冶塲の火が続き、鎚音が止まず、全てが揃わないと品質性能を極めることは難しい。
自然素材である木材の切削は、経験を積み熟練するまで刃物感覚や身体記憶が伴わず、切削道具刃物の使いこなしや判らない、見えないことが多くあります。「名作逸品」は、多くの実力派がいて、互いに凌ぎを削り、性能品質を究め、競い合いから秀でたものが残ります。
日本の手工具「鉋鑿鋸毛引き」は、世界最上級の木工具でした。鍛造の長い伝統や制作現場の優れた技能は近寄り難く、要所・細部には見えないものが多く、知り尽くされてはいないのです。世紀末の鍛造刃・台入れ名工コラボレーションに日本台鉋の完成を見る事ができます。
コンテンツ
①「日本台鉋」の優れた基本構造とオリジナリティ
② 台鉋ベストモデルの発注制作と工房手法の記録
③ 刃切れが安定し最も良い力配分バランスとなる4 : 6 の刃口位置割り付け_重心が刃先にくる合理的な基本構造
④ 刃角・刃の台仕込み角度・仕様・型・仕上げ、及び作風について
⑤ 刃を押え溝で台に楔嵌合し、裏金・押さえ棒で密着一体化する構造
⑥ 鉋の銘刻印と仕様品質表示なし_買手責任の流通販売
⑦ 碓氷鉋制作所碓氷健吾の実削テストサンプル・説明書付き納品
⑧ 資料 碓氷健吾著作「夫婦鉋」
⑨ 碓氷健吾制作技術資料
❶「日本台鉋」の優れた構造とオリジナリティ
木工で引き削る方式は、日本独自のハンドツールです。刃を台に嵌合めて刃角度を変えるだけで、被削材の硬軟・木理に対応でき、研ぎ易いだけでなく、鋭く軽快。鉋屑は、長切れで連続安定します。
さらに、切削面の木肌は艶・光沢がでる、極めて優れたシンプルで合理的な構造。玄翁で叩くだけで簡単に調整でき、自分で刃の装着台入れ、刃口補強調整、直し・改造も容易い。最も優れた世界トップレベルの手工具です。
日本台鉋は、均質で狂いが少なく、刃を締め付ける優れた樫材にも恵まれました。専門職が使う特殊なものは独自の工夫が懲らされ、刃型は、ほとんど自作です。台鉋の種類は多く、既製が汎用・標準品として販売されてきました。樫台の変形が起き、刃の喰いつきが変わるので、使い続けるには「台直ナラし」する調整が必要です。(刃研ぎ・台直し調整については、別稿に掲載します。)
❷ 台鉋ベストモデルの発注と工房手法の記録

青山鉋店 青山駿一氏を度々訪ねて制作依頼 しました。2012/12/02 撮影:須藤崇文
将来は途絶えてしまう頂点の名工作品は、現役今のうちでないと、手にすることも、専門技能を教示していただくことも出来なくなります。小職が、名工青山駿一氏による総台打ち依頼してきましたのは、高い評価の鍛造鉋刃を同一の専門職による手仕事の性能評価をするためで、実際の作業工程を全て記録しました。
鍛造火造りの打ち刃物では、厚みのある刃身に比べて刃先部分は薄く鋭利ですから、熱処理・焼き入れ温度ムラがおこりやすい。本来の切れ味を発揮するのは、組織が安定する部位まで数度の研ぎ重ねが必要になり、本格的な切れ味がでるまでは、研ぎ調整で性格を知り馴染むまで、少し有余をみるのがプロ仕様の鉋鑿・打ち刃物本来の性格です。
様々なタイプの鉋を系統立て精査し、考察するのは、多くの樹種で実際の仕事を体験しなければ判断できないので、大変時間がかかります。さらに、次世代は親方筋を継承することも危うい。現場て見たり、体験することも出来ないので、傑作優品と関連資料を残して置きます。伝承するには、厳しい修練を通過しなければなりません。
木材組織は、樹種により材質もいろいろ。刃物の特長や実削性能は、使いこなすまでは、善し悪しも朧気につかめる程度です。使いこなし、熟練した手腕の動きまで感知するには、かなり時間も費用もかかりました。
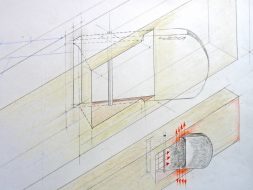
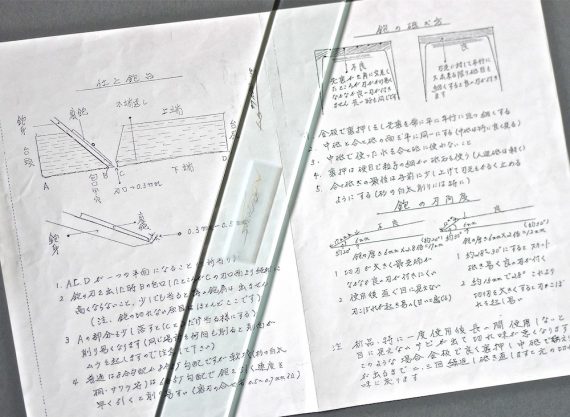
❸ 刃切れが安定し、最も良いバランスとなる「4 : 6 の刃口位置」割り付け_重心が刃先にくる合理的な基本構造

平台鉋刃の仕込み構造は、江戸時代から伝承されてきた寸法・刃口バランス等は、相伝されてきた経験知で現在も使われています。
長い経験から割り出された刃口切りのポイントですが、台のバランスと手掌の力配分が反映されたものと教えられてきました。約50丁の名工・優秀作を実測すると、重心Gの位置は刃先にあり、刃口切り位置(もしくは数ミリ、最大二分)に集まります。刃先に重心がくるということが判りました。刃と台のバランスがよく、切削刃が安定し、効率的に切削できる。この墨付けは、別稿で詳述します。
鉋刃台打ちの刃口墨付けは、台長さの 4:6 比率に置きます。明治以降、大工・木工職の世界では、このバランスがベストとされてきました。
鉋削り時の力配分が良いとも言われ、長年の経験知で割り出されてきた数値ですが、多くの鉋を実測すると、専問職の制作した台と自作のものでは若干の違いがみられるものの、ほぼ、近いポイントにあります。さらに、播州三木の鍛造鉋刃は厚みがあり、重心は刃先にくる。関東もの・東京製は少しスリムで、刃口から離れるという違いもわかりました。
「刃先に重心がくる」ということは、抑え引く力の配分や切刃の性能を十分に引き出す合理的な機構です。精密に測ると見事なほどですが、意識して制作されてきたのではなく、伝承される過程で落ち着いたと考えます。
台にしっかり嵌め込み、鉋刃、押さえ兼ね圧締丸棒だけの極めてシンプルなメカニズムは、同じ構造で刃の勾配を変えると材質・用途に対応し、造り替え、手直し調整もできます。
使う内に研ぎ進み、鉋刃丈が短くなると、重心は刃口から僅かに離れますが、鍛造後金属組織安定、台裏の馴染みや刃の研ぎすましで切削性は持続すると観ています。
刃のサイズ・重量と刃角度・刃押さえ溝の容積、包み彫り・刃口・木端返しの位置と間隔、刃口埋木の効果など、実際の切削ファクターは、樹種・木理モクメ・材質により異なります。

台の下端「刃口」普通の刃口切りと「包み彫り」
❹ 刃角・刃の台仕込み角度・仕様・型・仕上げ、及び作風について
現在使われている平台鉋の刃装着は、4分勾配(桶屋鉋)- 4.5分勾配(提灯枠厚削り)- 6.5分勾配(杉白太・椹・桐材削り)
7分(針葉樹材・木口用)- 8分(汎用)- 8.5分勾配(広葉樹材向き)- 9分勾配(堅木材)- 矩勾配(45°堅木唐木用)と立て刃(90°)- 逆こけ一分、二分勾配の3ゾーンに装着されます。) 4 – 4.5分勾配となると台表に刃が埋まります。刃丈は五寸、幅一寸・一寸二分特注鍛造合せ鋼)
六分五厘から矩勾配までは、刃の丈三寸八分とされています。(鉋刃は、スタンダードはなく、大まかな寸法規格があるものの、業種や職人により刃幅やヘッドの形、刃先角が異なる。)
❺ 刃を押え溝で台に楔嵌合し、裏金・押さえ棒で密着させ一体化する構造
しっかり固定させ、玄翁で叩き刃の装着調節ができる極めてシンプルて安定する構造。長い歴史と木の文化を支え発展してきた世界に冠たる手工具です。
樫台鉋刃の仕込み装着は、押さえ溝と裏金で台に打ち込む方式です。逆目をとめるため、明治中期以降、裏金(Cap Iron)がつく二枚刃になり、木肌の仕上がりが綺麗な一枚刃は、あまり使われなくなりました。(現在では、軟材質、針葉樹材と平滑な仕上げに限られています。)
二枚刃になると刃の装着は裏金を密着させなければならないので押さえ棒ピンを横に貫通させることで解決。従って台の押え溝は拡げないで、一枚刃そのままの楔嵌合に裏金を抱かせる方式を考案。台への応力が増大するものの、樫材板目・追柾の性質が刃自体を咥え締める動きをするのですんなり二枚刃構造に対応できたわけです。造り替えが容易く、この使い勝手の良さからも極めて優れた基本構造ということができます。
青山さんの鉋は「刃先が躍らない」_切れ味が持続し「長切れする」という定評があます。
❻ 鉋のブランド刻印と買手責任の流通販売
本来、鉋は鍛冶屋の鍛造刃物を購入し、台は自分で仕込む自作が原則でした。明治後期からは、大工・家具職が忙しくなる一方で台打ち専問職が現れます。鉋は台付きで扱われ、刃と樫材を自分で装着することは激減。鍛冶職が制作した刃物を台打ち職人につなぎ、商品化して取りまとめ販売する問屋・小売り流通となりました。
製作技能者は、販売までは手が回らず、直に取引できない産地の商慣習があり、卸、道具商を介して流通。手仕事の作品は、品質保証を兼ねる銘や刻印を打ち、登録商標を作りブランドイメージで品格を表現、現在でも鉋刃物鍛冶職の銘柄で評価値踏みされています。下職の台打ち職が完成させた安定した性能が台鉋の完成度を高めたことも事実です。構造的はシンプルで性能差は少なく、使うプロの職人自身で使いこなす調整余地があり、細部や鉋台は余りこだわらない。鉋台そのものは、白樫材が均質で安定した優れた材質ゆえ、当たり外れは少ないのです。因みに、ユーザーも十分な樫材の専問知識はありません。
「買手・ユーザー責任」品質表示はなく、製造元は教えない商慣習が近代化を遅らせました。研ぎの調子や台の具合が良くないとスキルが悪いようにいわれ、下手は恥ずかしいからあまりクレームをつけません。初なのです。
厳密な製品仕様表示や取り扱い書を求めたり、製造物責任は問われませんでした。職人の仕事は責任感も自負も強いとされ、道具店主の推奨や評判口コミ売れたのです。この刃物製品に対する「買手責任」は、現代の電動工具メーカー製品でも「品質保証書無し」でいる不思議。製造物責任上、幽霊影打ち、当たりハズレは、お話になりません。注文数量がまとまらず、クレームにも対応できないため、産地問屋・卸商が介在する流通経路が長く続きました。
❼ 碓氷鉋制作所碓氷健吾の実削テストサンプル・説明書付き納品
仕上げ鉋説明書添付、顕微鏡で焼き入れ組織を確認して試験削り、戸前パウダーサービス、自筆礼状と制作品質責任、説得力とも完璧です。見事な対応に感じ入りました。仕上鉋台・鉋の研ぎ方」「鉋の刃角度」971020 手書き解説書を添えます。
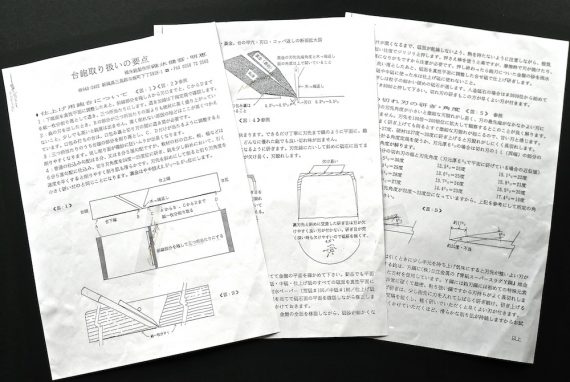
「台鉋取り扱いの要点」削ろう会 第二回武生大会 1998 年9月27日配布
碓氷さんは、鉋の研ぎ方を詳しく解説した説明書をつけて販売。製品責任を明らかにし、ユーザーの信頼を厚くしたのです。
❽ 資料 碓氷健吾著作「夫婦鉋」

著作:碓氷鉋制作所 碓氷健吾 新潟県三島郡与板町下丁5928-1
❾ 碓氷鉋制作所 碓氷健吾の作品
■ 二寸、寸八、寸六・寸五・寸四 平台鉋の名作品 現物モデルを次世代へ ハンドツールコネクション2017(販売品 -2)
– ① 寸八 ・8分勾配 / 刃先角25° 銘「建明」

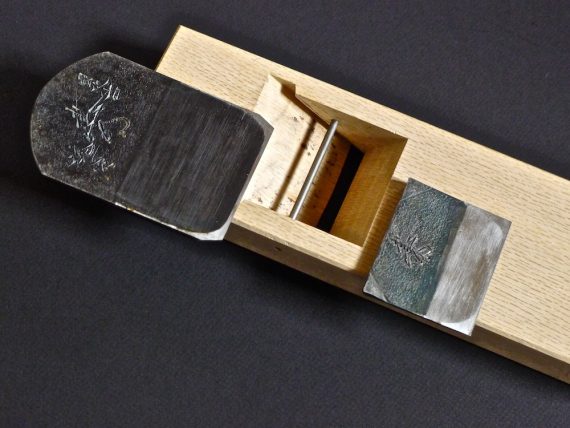



表 / 碓氷健吾・明恵作 裏面打刻 (安来鋼青紙スーパーY2) 刃幅 72mm x 丈116mm x 厚み 9mm ( 刃先63mm)炭素鋼鍛造二枚刃・共裏金
白樫台 / 板目細目良材 台打ち:青山鉋店 青山駿一 台尻青山刻印
290mmL x 89.3mmW x 37.2 mmH 1,119g G重心位置:刃口切り縁から1mm 刃口位置比率 4 : 6 押さえ溝嵌め固定 制作1997
– ② 寸六・8分勾配 / 刃先角25° 銘「建明」






表 / 碓氷健吾・明恵作 裏面打刻 (安来鋼青紙スーパーY2) 刃幅 66mm x 丈116mm x 厚み 8mm ( 刃先58mm)炭素鋼鍛造二枚刃・共裏金
白樫台 / 追柾優良材 台打ち:青山鉋店 青山駿一 台尻青山刻印
288mmL x 83.9mmW x 37.1 mmH 1,148g G重心位置:刃口切り縁から 1.5mm 刃口位置比率 4 : 6 押さえ溝嵌め固定 制作1997
-③ 二寸・8分勾配 / 刃先角25° 銘「建明」






表 / 碓氷健吾・明恵作 裏面打刻 ( 刃幅 78mm x 丈118.5mm x 厚み 9.3mm ( 刃先69mm)炭素鋼鍛造二枚刃・共裏金
白樫台 / 追柾細目優良材 台打ち:青山鉋店 青山駿一 台尻青山刻印
303mmL x 93mmW x 36.6mmH 1,352g G重心位置:刃口切り縁から1mm 刃口位置比率 4 : 6 押さえ溝嵌め固定 制作1997
-④ 寸八・6.5分勾配 / 刃先角25° 銘「建明」






表 / 碓氷健吾・明恵作 裏面打刻 日立金属青紙スーパーラグY鋼) 刃幅 72mm x 丈116mm x 厚み 9mm ( 刃先65mm)炭素鋼鍛造二枚刃・共裏金 (丁寧な火造り)
白樫台 / 追柾 優良材 二丁 台打ち:青山鉋店 青山駿一 台尻青山刻印
288mmL x 89mmW x 35.5mmH 1,200g G重心位置:刃口切り縁 刃口位置比率 4 : 6 押さえ溝嵌め固定 制作1997
-⑤ 寸六・6.5分勾配 / 刃先角25° 銘「建明」






表/ 碓氷健吾・明恵作 裏面打刻 日立金属青紙スーパーラグY鋼) 刃幅 72mm x 丈116mm x 厚み 9mm ( 刃先56mm)炭素鋼鍛造二枚刃・共裏金 (丁寧な火造り)
白樫台 / 板目細目詰め優良材 台打ち:青山鉋店 青山駿一 台尻青山刻印
289mmL x 84mmW x 35.4mmH 1.052g G重心位置:刃口切り縁から1.0mm 刃口位置比率 4 : 6 押さえ溝嵌め固定 制作1997
-⑥ 二寸・6.5分勾配 / 刃先角25° 銘「建明」





表 / 碓氷健吾・明恵作 裏面打刻 (日立金属青紙スーパーラグY鋼)刃幅 78mm x 丈116mm x 厚み 9mm ( 刃先70mm)炭素鋼鍛造二枚刃・共裏金 (丁寧な火造り)
白樫台 / 板目優良材 台打ち:青山鉋店 青山駿一 台尻青山刻印 303mmL x 93mmW x 35.5mmH 1.365g G重心位置:刃口切り縁から1.0mm 刃口位置比率 4 : 6 押さえ溝嵌め固定 制作1997
-⑦ 寸八 ・8.5分勾配 / 刃先角25° 銘「華甲」

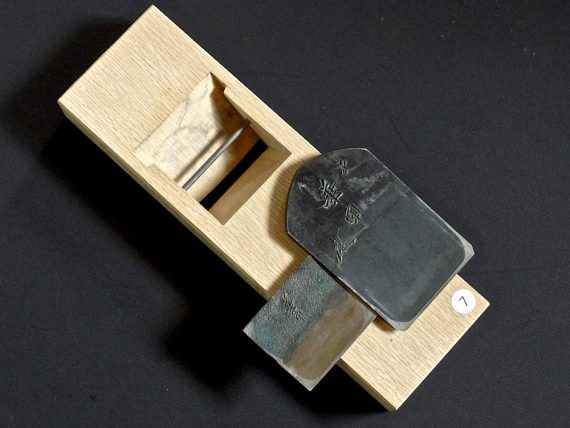


表 / 碓氷健吾・明恵謹製 裏面打刻 (特殊鋼青紙スーパー真空溶鋼)刃幅 72mm x 丈116mm x 厚み 9mm ( 刃先65mm)炭素鋼鍛造二枚刃・共裏金 (丁寧な火造り・針葉樹堅材向き)
白樫台 / 板目・追柾細目極上材 台打ち:青山鉋店 青山駿一 台尻青山刻印 2丁
288mmL x 89mmW x 37 mmH 1,258g G重心位置:刃口切り縁から1.5mm 他 刃口位置比率 4 : 6 押さえ溝嵌め固定 制作1997
-⑧ 寸八 ・8分勾配 / 刃先角25° 銘「華甲」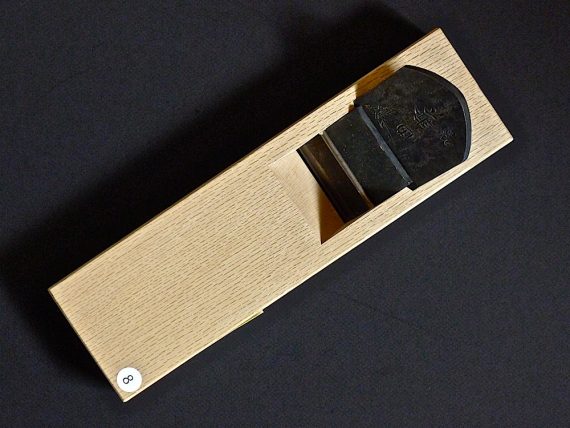



表 / 碓氷健吾・明恵作 裏面打刻 (日立金属特殊鋼・青紙スーパーラグY鋼) 刃幅 66mm x 丈104mm x 厚み 9mm ( 刃先58mm)炭素鋼鍛造二枚刃・共裏金 (丁寧な火造り) 訂正 特殊鋼青紙スーパー真空溶鋼20200213
白樫台 / 板目極上材 台打ち:青山鉋店 青山駿一 台尻青山刻印 2丁
288mmL x 89mmW x 37 mmH 1,258g G重心位置:刃口切り縁から5mm 刃口位置比率 4 : 6 押さえ溝嵌め固定 制作2001
-⑨ 寸六 ・7分勾配 / 刃先角25° 銘「華甲」




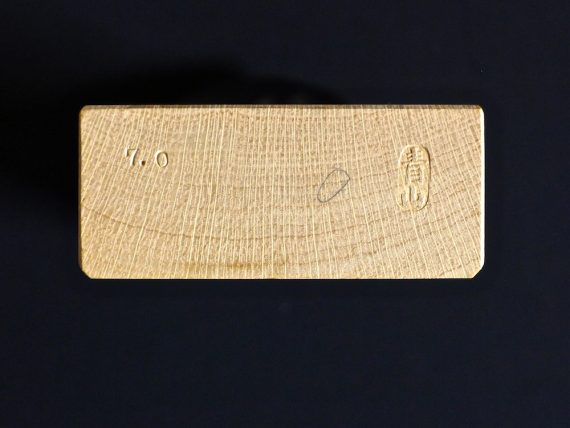
表 / 碓氷健吾・明恵作 裏面打刻 (日立金属・青紙スーパーラグY鋼) 刃幅 66mm x 丈116mm x 厚み 9mm ( 刃先59mm)炭素鋼鍛造二枚刃・共裏金 (丁寧な火造り・針葉樹・軟材向き)
白樫台 / 板目細目詰み極上材 台打ち:青山鉋店 青山駿一 台尻青山刻印 3丁
231.5mmL x 83.5mmW x 36 mmH 1,185g G重心位置:刃口切り縁から1.0mm 刃口位置比率 4 : 6 押さえ溝嵌め固定 制作1998
-⑩ 寸六 ・8分勾配 筋違い1.5分(斜め刃)/ 刃先角25° 銘「華甲」






表 / 碓氷健吾・明恵作 裏面打刻 (日立金属・青紙スーパーラグY鋼) 刃幅 66mm x 丈115mm x 厚み 9.5mm ( 刃先56mm)炭素鋼鍛造二枚刃・共裏金 (丁寧な火造り・針葉樹・軟材等 木口向き) 20200213 特殊鋼青紙スーパーラグY鋼)
白樫台 / 板目ネバリ極上材 台打ち:青山鉋店 青山駿一 台尻青山刻印
287mmL x 84mmW x 36.5 mmH 1,202g G重心位置:刃口切り縁から3mm 刃口位置比率 4 : 6 押さえ溝嵌め固定 制作1998
-⑪ 寸六 ・8分勾配 筋違い三分拈り(斜め拈り刃)/ 刃先角24° 銘「華甲」





表 / 碓氷健吾・明恵作 裏面打刻 (日立金属・特殊鋼青紙スーパーラグY鋼)刃幅 66mm x 丈113mm x 厚み 8.2mm ( 刃先58.5mm)炭素鋼鍛造二枚刃・共裏金 (丁寧な火造り・針葉樹等 木口向き)
白樫台 / 板目細目詰み極上材 台打ち:青山鉋店 青山駿一 台尻青山刻印
288mmL x 89mmW x 37 mmH 1,259g G重心位置:刃口切り縁から5mm 刃口位置比率 4 : 6 押さえ溝嵌め固定 制作1998
-⑫ 二寸・7分勾配 筋違い1.5分(斜め刃)/ 刃先角25° 銘「華甲」





表 / 碓氷健吾・明恵作 裏面打刻 (日立金属・特殊鋼青紙スーパーラグY鋼・炭焼き入れ)刃幅 78mm x 丈117mm x 厚み 9.6mm ( 刃先69mm)炭素鋼鍛造二枚刃・共裏金 (丁寧な火造り・針葉樹・軟材等 木口向き)
白樫台 / 板目ネバリ極上材 台打ち:青山鉋店 青山駿一 台尻青山刻印
304mmL x 95mmW x 35.1 mmH 1,398g G重心位置:刃口切り縁から3mm 刃口位置比率 4 : 6 押さえ溝嵌め固定 制作1998
-⑬ 二寸・8分勾配 筋違い1.5分(斜め刃)/ 刃先角25° 銘「華甲」

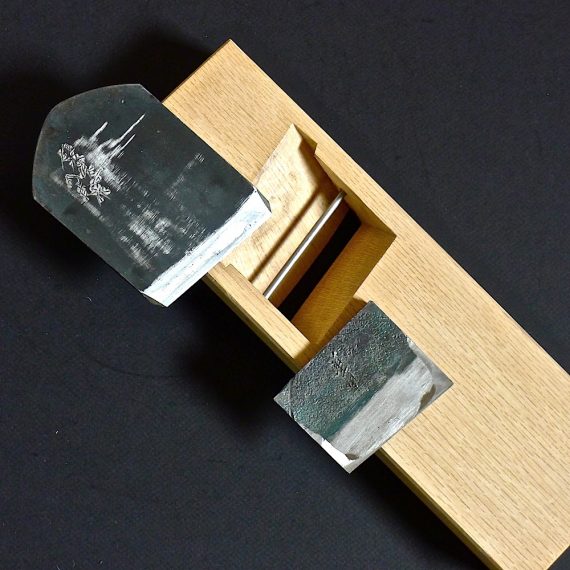




表 / 碓氷健吾・明恵作 裏面打刻 (日立金属・特殊鋼青紙スーパーラグY鋼)刃幅 78mm x 丈116mm x 厚み 9mm ( 刃先70mm)炭素鋼鍛造二枚刃・共裏金 (丁寧な火造り・針葉樹・軟材等 木口向き)
白樫台 / 板目ネバリ極上材 台打ち:青山鉋店 青山駿一 台尻青山刻印
302mmL x 95mmW x 36.1 mmH 1,405g G重心位置:刃口切り縁真 刃口位置比率 4 : 6 押さえ溝嵌め固定 制作1998
-⑭ 寸八・7分勾配 筋違い1.5分(斜め刃)/ 刃先角25° 銘「劍魂」




表 健吾作 (日立金属・特殊鋼青紙スーパーラグY鋼) 刃幅 66mm x 丈112mm x 厚み 8.6mm ( 刃先58mm)炭素鋼鍛造二枚刃・共裏金 (針葉樹・軟材等 木口向き)
白樫台 / 板目良上材 台打ち:青山鉋店 青山駿一 台尻青山刻印
286mmL x 83mmW x 35.4 mmH 1,151g G重心位置:刃口切り縁から5mm 刃口位置比率 4 : 6 押さえ溝嵌め固定 制作1999
-㉕ 寸八 ・8分勾配 / 刃先角27° 「 削ろう会十周年記念」



![]()
碓氷健吾・明恵作 刃幅 72mm x 丈117mm x 厚み 9.6mmT ( 刃先66mm)炭素鋼鍛造二枚刃・共裏金 (丁寧な火造り) 「率直な研ぎ感触、素速く研ぎ上がり、切れ味と耐久性も併せ持つ作品」削ろう会No.37 2006.01.23
白樫台 / 板目糠目極上材(三河産)台打ち:青山鉋店 青山駿一 台尻青山刻碓氷印 (限定20丁 / 会員頒布 ¥70,000-)
長さ289mm x 幅89mm x 高さ36 mm 1,261g G重心位置:刃口切り縁から1.5mm 刃口位置比率 4 : 6 押さえ溝嵌め固定 制作2006年1月
⑨碓氷健吾制作技術資料
「夫婦鉋 伝統的匠の技と科学の融合」
碓氷健吾・明恵著 2009 雑草出版 あかつき印刷株式会社出版部
156 x 216 x18 mm _ p.187 ¥2.000-
目次
序 2
前書き 10
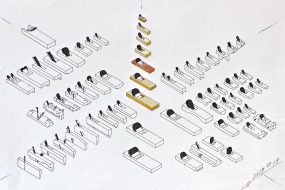
代表的鉋一覧 12
グラビア 13
第一部
1. 鉄と鋼 30
2. 鉋の地金について
錬鉄 和鉄 溶鉄
3. 鋼の種類と化学分析 37
①鋼とは
②鉋の歴史
③鋼の熱処理ルーツ
4. 鉋の製造工程 40
5. 鉋の工程と鋼の組織の移り変わり 50
①地鉄造り
②鋼付鍛接
③焼きならし
④火造り鍛接による球変化
6.鉋購入から仕立てまでの手順 上條 勝 60
①裏だし
②鉋刃の研ぎ
③鉋台の仕込み
④鉋台の下端調整
⑤刃と裏刃の調整
⑥鉋削り
私の研ぎ方 71
7.名工をたずねて 78
8.よき人に出会い 96
9.私の歩み 108
10.使い勝手のよい鉋を目指して 112
第二部
私たち夫婦の鉋鍛冶人生 116
あとがき 186
備考:鍛造鋼の記録
青紙スーパースラグ溶鋼(平成2年~ 12年)_青紙スーパーY鋼 一号・二号 (平成9年~19 年)炭素鋼 平成18 年 20丁限定
長い時間をかけて到達した道具刃物には、多くの工人が現場で工夫を重ね、洗練された技の結晶とも言うべき完成した形が備わっています。
鍛造職 碓氷鉋制作所・碓氷健吾、台打ち専問職 青山鉋店青山駿一 の優れた共通する資質は、職種の違う顧客が多く、仕事をしながら研究するプロフェショナルでいたという資質にありました。頼まれなくても、自ら試作を提案してくるほどだったと伺っています。
問屋支配下、販売店優位の時代では、自作銘は表に出せず下職の時代が続きました。客先の誂え註文では、そのやりとりから「ビスポーク」が深まり、そのまま信頼される定番作品に繋がり、鍛造品質を究めてからは自作銘で販売できるようになったのです。0
電動工具が普及して鉋が売れなくなって専門職が廃業する時代に、至高の第一人者という評価と、制作技術を究めた不出世の名工お二方に出会い、ご教示と数多く制作していただき、貴重な経験をしました。
※本稿は、2017 年3月掲載の拙稿をアップデートしたものです。
■ 関連コンテンツ:
http://kurayuki.abeshoten.jp/blog/32206
http://kurayuki.abeshoten.jp/blog/16638
http://kurayuki.abeshoten.jp/blog/16863
http://kurayuki.abeshoten.jp/blog/26263
http://kurayuki.abeshoten.jp/blog/26340
http://kurayuki.abeshoten.jp/blog/26340
http://kurayuki.abeshoten.jp/blog/25950
http://kurayuki.abeshoten.jp/blog/16027
http://kurayuki.abeshoten.jp/blog/30822
http://kurayuki.abeshoten.jp/blog/30713
http://kurayuki.abeshoten.jp/blog/30647
http://kurayuki.abeshoten.jp/blog/30591
http://kurayuki.abeshoten.jp/blog/30286
http://kurayuki.abeshoten.jp/blog/27512
http://kurayuki.abeshoten.jp/blog/27441
http://kurayuki.abeshoten.jp/blog/27401
http://kurayuki.abeshoten.jp/blog/3503
http://kurayuki.abeshoten.jp/blog/18351
http://kurayuki.abeshoten.jp/blog/14437
ⓒ2021 – 2022, Kurayuki Abe All Rights Reserved. No Curation and No Business Uses.
複製・変形・模造・転載作り変え・画像転用、ロボット・Ai無用、業務利用を禁じます。
木の総合学研究2017 – 2021 「日本台鉋考」「鉋刃名工・台打ち名人のコラボレーション作品記録」「碓氷鉋 仕上鉋と台鉋取り扱いの要点」
