
鉋名工ベストコラボレーション 20世紀末 絶頂期の台鉋逸品・工房手法を次世代に|「長台・摺台」+ Hand Plane Best Books ハンドツールコネクション- 12
![]() 阿部蔵之|木とジョイントの専門家
阿部蔵之|木とジョイントの専門家

最上のマテリアル、トップクオリティの木工具ハードウエアーを最もふさわしい次世代の才能へ
20世紀は、工業機械化が進み、手仕事が次第になくなる時代でしたが、その一方で、新しい素材や加工方法、分析技術が進み反映されてきたため、伝統工芸の世界では、蓄積されてきた伝承技能に新技術が活かされて様々な新技術が開発されています。この四半世紀は、工房手法に科学的なアプローチが融合する方向も見えてきた時代でした。しかも、その分野では練達名工と呼ぶにふさわしい工人がゾロゾロ。カテゴリーや制作姿勢が異なるも、高度熟練の手仕事が放つ技事プレゼンスは異様なまでに凄みと存在感があります。
伝統技能が頂点に達すると、一時期に手工業感覚に科学的知見が被さり、制作現場は触発され大きくブレークすることになります。品質を追求して競い、優れた作品を手掛ける工人の技が頂点に達した時から定型化し、産業構造と新規需要が別の方向へシフトしてしまうことも起きました。
既に、至高のベテラン鍛造職も鍛冶塲の火を落とし、コンビの台打ち名工も引退して工房から音が絶えています。良い時代が生み出した極めつきの手仕事の現場に出会うことは無くなりました。
及ばずながら、最高水準にある卓越した技能を察知し、ベテラン職人のオーダーストックをしましたので、名工練達が姿を消すこれから先に、次世代へ受け渡していく「ハンドツール コネクション」を始めています。

「長台」と「摺台」
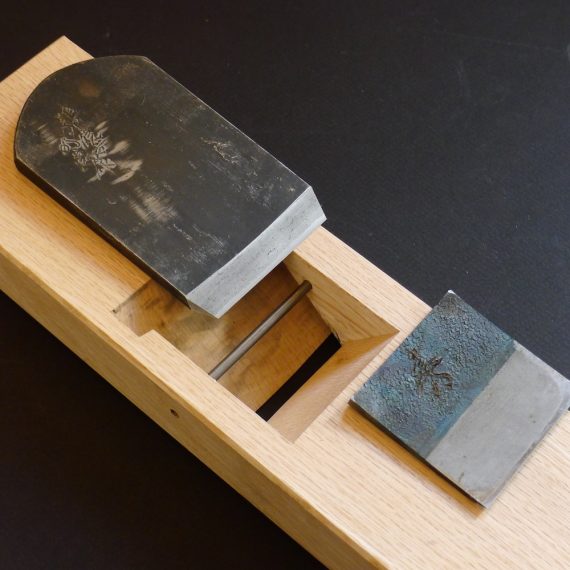
長台鉋には、板材木端を直角に精密に切削する「摺台」があり、あて板上では面精度を削り出す重要な仕上げ鉋でサイズが一番大きく、鉋台を横に立てて動かします。摺面下端の鉋刃仕込み位置を上げ、被削加工板の中心部に平均に刃があたる構造。台を横使いにする日本固有のLong Hand Planeですが、用途が限られ、高度な技量をともなう専問職用の仕上げ鉋です。
普通の平台鉋の台長をそのまま伸ばし、通直面精度をだせる完成度の高い木工具です。特別なデバイスは付けないシンプルメカ。あて板作業台で被削加工材の側面を削る場合には、鉋台を横に起こしますので、刃先は少し上にずれているほうが刃当たりが偏らない。鉋台を当て板上でこする形から、「摺台」と呼ばれます。
鉋台の下端をズラシ、高くすることで直角度も安定させる工夫がされ、指物家具・建具・大工職が使う江戸期から使われてきたオリジナルツールです。
長台鉋の特質と制作
長台は木のブロックを彫り刻み、年輪を斜めも切除し大きな開口部に鍛造刃物を打ち込むので、空気中の水分移動で膨張収縮し、狂いやすい。特に優良な材質を選びます。また、平台に比べ使用頻度が少ないので台の調整メンテはその都度、保管場所も気をつかう。現在は大径良材が少なくなり、近い将来には枯渇します。目通り素性が良く狂いが少ない様に、荒台で室内乾燥で6ー7年寝かせ、鍛造した刃も数年落ち着かせるのです。これから先は、長台の制作が困難になりました。
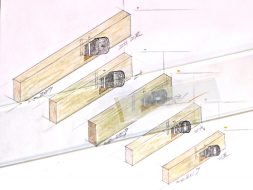
機械切削接合面を密着させる「サスリ」長台用途
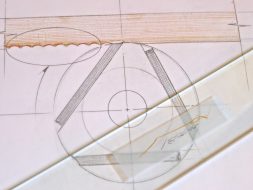
高速回転刃物の切削肌ナイフマーク(イラストは誇張しています)
手押し鉋盤JOINTER 高速回転刃物は、材表面を叩きえぐる削りになり、真っ平らではなく材面は衝撃圧迫を受けて木細胞はつぶれて仕上がり、目視では平面に見えます。
手押し鉋盤後の長台鉋ひと削りで確かな接着性能を引き出します。手押し鉋盤をかけたままでも通直にみえますが、この微少な「波うち」を長台鉋でならすと接着面は更にぴったり合せる(さすり)ことができ、木材組織表面を荒らさず接合強度を発揮することになります。
矧ぎ作業に水溶性接着剤を塗布すると、僅かですが圧迫された細胞組織は戻りざらつき、クランプで圧締すると微細な糊溜まりができる。不陸でも接着力がまさるので、矧ぎ接合面は外見上は良さそうに見えますが、経時劣化で口が開き剥離することにつながります。機械や接着剤が発達した現在でも長台は基準ツールです。


鉋刃の仕込み角度は、通常の8分勾配と木口台用、桐・杉・サワラ 軟質材向きの6.5分勾配があります。木口台・留め台には、この仕込み勾配を寝ねかせた長台も併用。刃先角はさらに鋭角シャープになり、削り肌が綺麗で面精度が上がります。
長台鉋刃幅は、「寸八」が主体で、最大「二寸」ものは稀。長さは、舞台床縁甲板削り造作用で特殊な二尺余りの極大があり、八尺ものには長削りアテ台を使います。二尺あると台裏を押し削りする「正直」の用にも使える「ハンドジョインター」。現場での削り合わせが屈み立作業ですのではかどります。
長台鉋の白樫台は、普通の平台鉋に比べ倍寸の長さが必要で、木目の通った素性のよい材質が必要です。追柾台、鋸挽き材では狂いが出やすく「割り台」がベスト。台の善し悪しは板目(柾使い)が狂いが少なく、緻密均質で髄線樫目が素直に伸び、且つ、ネバリがある素性のよいものを使います。
西洋のLong Planeは、フラットな刃先を差し込み押さえる構造で楔機構パーツが乗り、押しハンドルがつきます。鋼ブレードがフラットで押え金にWedgeが乗り、刃を締め付けるために台高さが厚くなります。
日本の平台鉋は、台の押さえ溝で刃物を咥え、テーパーがついた楔形の刃身を打ち込み締めセットします。平台鉋の頭を押さえ引くかたちになるので台上に突起物装飾は邪魔になり、シンプルな台形のままで推移しました。手先でつかめ削る材面に押さえつけながら引き削れるためハンドルは付けません。加飾をしない訳は、堅い樫材面に彫物をするのも大変。日本の平台鉋は、装置化した欧米品にくらべて安価です。
明治後期(祖父の伝世品)と現代の摺台


JAMES KRENOVの長台と青山駿一作赤樫台比較




Blade:David Fink 寸四鉋刃鍛造:「も作」神田規久夫
裏金押さえ(かんざし)台鉋のメリットを取り入れ、自作した JK’s Long Plane 単板矧ぎ用 1994 簪(ピン)丸棒鉄をいれるのはダメージにみえるようです。
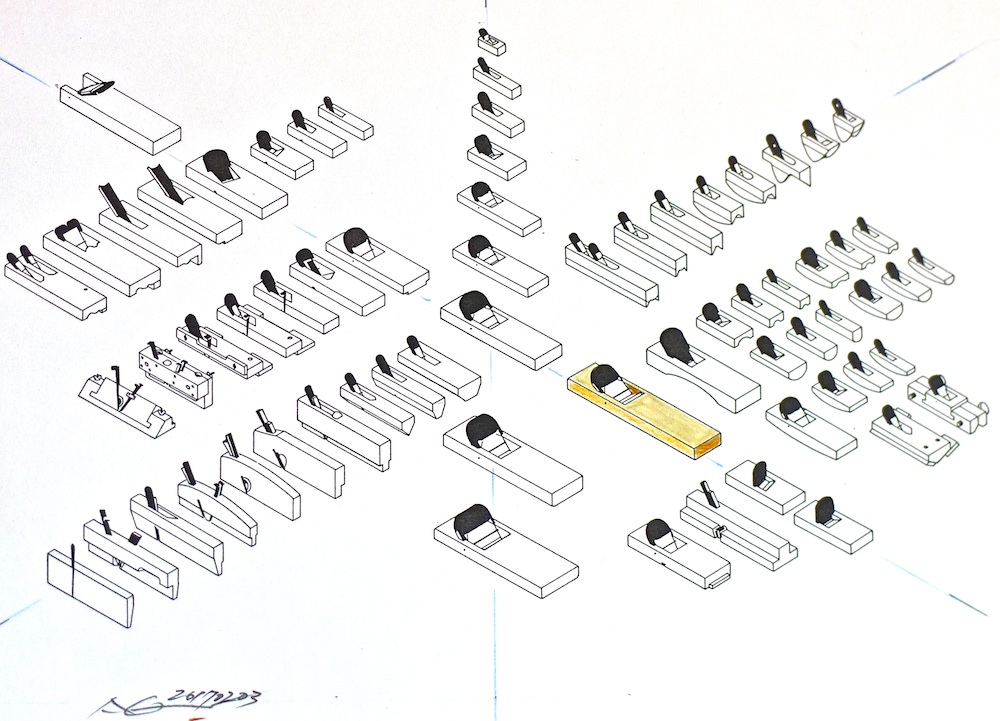
「長台・摺台」ハンドツールコネクション販売品 限定




①長台・摺台 寸八 8分勾配 「も作」神田規久夫作 白紙鋼 和鉄 共裏・刃裏鏨刻 (特注、東京西新井)刃幅71mm /刃先64mm 台寸法:92W x 411 L x 36.6 H mm 1.474kg G重心位置:刃口切り縁から18 mm 他 刃口位置比率 4 : 6 台打ち:青山駿一 名古屋金山 持ち込み・板目どり極上台 名古屋・関西圏向け 尻に青山刻印 1993 二丁/ 3.35P





② 長台・摺台 寸八 8分勾配 「も作」神田規久夫作 白紙鋼 和鉄 共裏・刃裏鏨刻 (特注、東京西新井)刃幅71mm /刃先64mm 台寸法:92W x 411 L x 36.6 H mm 1.474kg
G重心位置:刃口切り縁から18 mm 他 刃口位置比率 4 : 6 台打ち:青山駿一 名古屋金山 持ち込み優上・板目台 尻に青山刻印 1993




③長台 二寸 8分勾配 「も作」神田規久夫作白紙鋼 和鉄 共裏・刃裏鏨刻(特注) 刃幅81mm /刃先72mm 台寸法:95.2W x 410 L x 36.2H mm 1.802kg G重心位置:刃口切り縁から16 mm 他 刃口位置比率 4 : 6
台打ち:青山駿一 持ち込み極上台 尻に青山刻印 1993
![]()




④−2




④長台・摺台 寸八 6.5分勾配 「健明」青紙スーパー鋼 碓氷健吾/明恵作(別注、新潟与板) 共裏刻印 刃幅66.5 mm / 刃先57mm 台寸法:87W x 410L x 35.5Hmm 1.475kg G重心位置:刃口切り縁から 17.5/ 19 mm 他 刃口位置比率 4 : 6 極上台 尻に青山刻印 1993




⑤長台・摺台 寸五 6.5分勾配「輝秀」 石堂秀雄作 東京恵比寿 /台打ち:青山駿一 共裏刻印 刃幅66.5 mm / 刃先 57mm 台寸法:87W x 410L x 35.5Hmm 1.466kg
G重心位置:刃口切り縁から 24mm 他 刃口位置比率 4 : 6 赤樫追柾持ち込み極上台 東京向け 尻に青山刻印 1993




⑥長台・摺台 寸八 8分勾配「龍峰」やまあさ 伊藤宗一郎台打ち(別注、東京三鷹 )共裏刻印 刃幅66 mm / 刃先58mm 刃先角24° 台寸法:86W x 400L x 36Hmm 1.485kg
G重心位置:刃口切り縁から16 mm 他 刃口位置比率 4 : 6 極上追柾台東京向け 1991




⑦長台・摺台 寸八 8分勾配 筋違い斜め刃 / 5.5 ° 刃先角25
「江戸屋」國秀銘 悦永台打ち 東京 刃幅67mm/ 刃先56mm
台寸法:85W x 395L x 34.3Hmm 追柾並台 1,015kg
G重心位置:刃口切り縁から 22mm 他 刃口位置比率 4 : 6 関東向け店頭販売品 1980






⑧中・長台 寸四 8分勾配 も作 神田規久夫作 白紙鋼(特注) 刃幅52.5.5 mm / 刃先46mm
台寸法:67W x 306L x 32.4Hmm 赤樫柾台 960kg /白樫台 1.015kg
G重心位置:刃口切り縁から17/18 mm 他 刃口位置比率 4 : 6
追柾優上台 関東東京向け 尻に青山刻印 1993





⑨小・長台 寸三 8分勾配 も作神田規久夫作 白紙鋼(特注) 台打ち:青山駿一 刃幅47mm/ 刃先41mm 台寸法:62W x 306Lmm x 31Hmm 712g
G重心位置:刃口切り縁から12 mm 他 刃口位置比率 4 : 6 赤樫柾・目詰み極上台 尻に青山刻印 1993





⑩小・長台 寸三 8分勾配 千代信 田中邦彦作(三木) 白紙別注 台打ち:青山駿一 刃幅54mm/ 刃先45mm 台寸法:69W x 308L x 30Hmm 白樫細樫目の良材追柾台 746g G重心位置:刃口切り縁から 14mm 他 刃口位置比率 4 : 6 1993 


⑪長台・摺台 寸八 8分勾配 「健明」青紙スーパーY鋼 碓氷健吾作(別注、新潟与板) 刃幅67 mm / 刃先56mm 台寸法:87W x 410L x 35.5Hmm 板目割極上台 1,562kg G重心位置:刃口切り縁から18 mm 他 刃口位置比率 4 : 6 1993 (④の勾配違い伴打ち)
④⑪「健明」(碓氷健吾+明恵夫婦打ち1993) 寸八 6.5 分/ 8分勾配 (約33.4 – /38.4°)鉋刃仕込み角度は、外見で識別出来ない微細な違いですが、刃角度は広葉樹堅木と針葉樹や桐の軟材に対して切削力にかなり差があります。


普通の長台鉋刃勾配は、8分ですが堅木用8.5分から桐箪笥・桐箱職用7.5 – 7分勾配の寝かせた仕込みがあります。針葉樹材、桐で木口・留め台を使用する場合は、 7分- 6.5 分勾配を使っています。
西洋長台 Long Plane の歴史的事例 木工道具の専門図書ベストブック
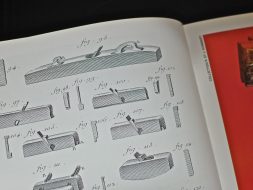
①VARLOPE Rabot long à poignée

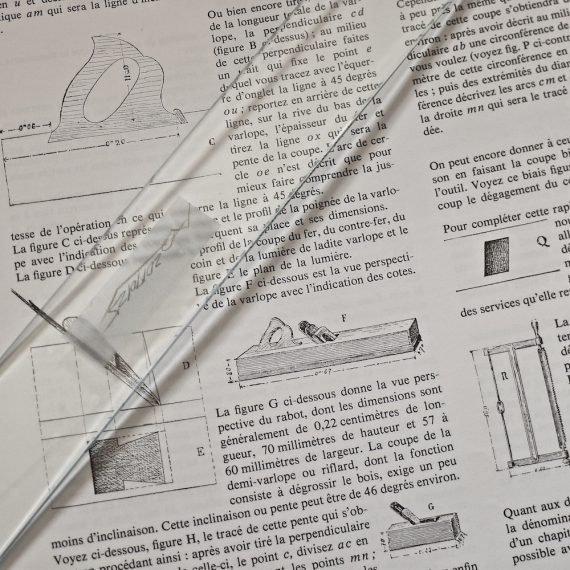
S;DU MENUISIER PAR LEON JAMIN 1897 Tome Ⅰ
Editions Hernri Vial 91410 Dourdan
② Varlopes de menuisiers
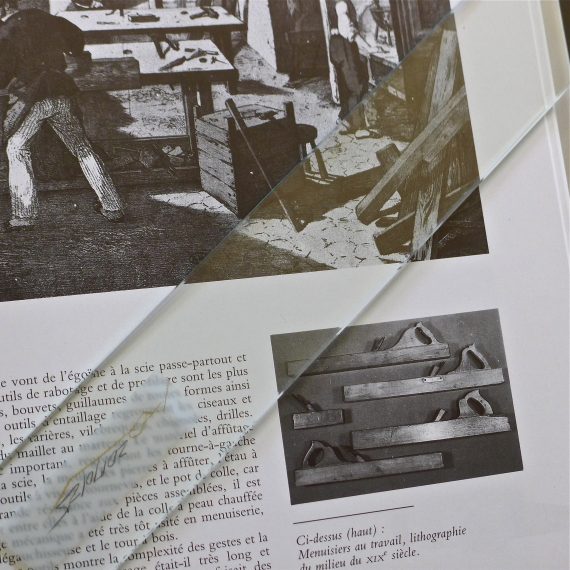
S; GESTEES OEUVRES DES ARTISANS
Par Raymond Humbert 1987 ES; CARPENTRY AND JOINERY
③Varlope à onglet

S;LE LIVRE DE L’OUTII Messidor/Temps Actuels 1983 CHARRON
André Velter / Marie-josé Lamothe ISBN 2-209-05543-1
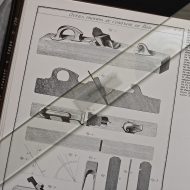
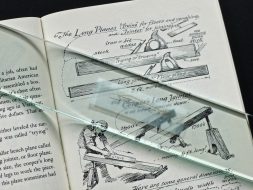
④Trying Plane

S; CARPENTRY AND JOINERY
Edited by PAUL N. HASLUCK CASSELL AND COMPANY, LTD. London、NY 1912
⑤Trying Plane and Joining Plane on Shooting board ( 長台鉋・摺台・摺アテ台)


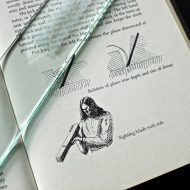
S; Old Ways of Working Wood
by Alez W.Bealer 1972 Barre Publishing Company,Inc. NY ISBN: 0-517 – 517426
⑥Long or Trying Plane and Jointer Plane or Floor Plane

S; a MUSEUM of Early American TOOLS
by ERIC SLOANE 1964 Wilfred Funk,INC. NY ISBN 0 – 345 – 32611 – 3
⑦Douch Tools (Ductch reischaaf), Try Planes
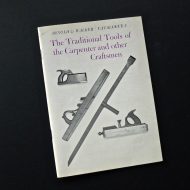

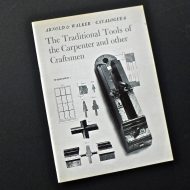

The Traditional Tools of the Carpenter and other Craftsmen
S;ARNOLD & WALER・CATALOGUE -5,-6 1978 ISBN 0 – 904638 – 06 – 5 , 05-7
⑧Bench Planes
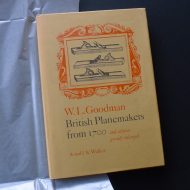

S;British Planemakers from 1700
by W.L.GOODMAN Arnold &Walker Needham Market 1978
⑨Hobel aus immergrüner
WERKZEUG AUS ALTER ZEIT
「 L’outil – Dialogue de l’homme avec la matière Albert de Visscher, Éditeur,Brüssel.」
von Einleitung JEAN BERNARD / Fotos Jean Boucher / KlausGrunewald
BELSER Verlag, Stuttgart und Zürich ISBN: 3 – 7630 – 2100 – 0
⑩ Bench Planes and Trying Planes from 20 to 30 in.
S;DICTIONARY OF WOODWORKING TOOLS c. 1700 – 1970 and tools of allied trades
by R.A.SALMAN UNWIN HYMAN Limited,London 1975 ISBN: 0 – 04 440256 2
⑪Try plane of the Capenter

Tools making things Around the World
by HUBERT COMTE Harrry N. Abrams,Inc.,Publishers 1997ISBN: 0- 8109 – 3899 – 5
⑫Longe Planes LANGHOBEL Ductch reischaaf

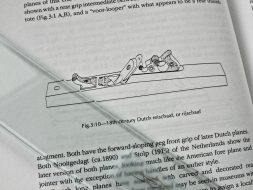
S;The Wooden Plane ITS HISTORY,FORM, AND FUNCTION
by John M. Whelan ASTRAGAL PRESS , New Jersey 1993 ISBN: 1 – 879335 – 32 – 8
①のフランスの百科全書的文献では、0.02 mmの切削鉋屑が出ると記載されています。フランスやイギリスの長台は、オランダの木工具の影響を大ききくうけており、イギリスのシンプルな形状はスカンジナビアの工具スタイルに影響を残し、近似しています。フランスでは摺台は」なく、「RIFLARD」peti Varlope (横摺り小長台)荒取り用のものがあった。
⑦⑧アンチーク美術品としてコレクションされています。ドイツの手工具は、手の込んだ造形装飾がなく、文献に顕れません。⑫は、日本の精密な木工具に注目しています。
イタリー・英国・フランス・北欧の長台は押し手ハンドル付きです。引き削りでは台を握れますが、押し削りでは力がかかりにくい。ドイツのマイスターは、構造メカが得意でも道具を仕事場をあまり見せないので、木匠道具の逸品や記録・文献が少なく、あまり道具を趣味にしていない印象です。戦争で伝統的ハンドワークが消滅し、木工機械・刃物・金具が発展したため、木製手道具メーカーはE・C・E など数社程度でした。
■ 関連コンテンツ:
http://kurayuki.abeshoten.jp/blog/32206
http://kurayuki.abeshoten.jp/blog/16638
http://kurayuki.abeshoten.jp/blog/16863
http://kurayuki.abeshoten.jp/blog/26263
http://kurayuki.abeshoten.jp/blog/26340
http://kurayuki.abeshoten.jp/blog/32318
http://kurayuki.abeshoten.jp/blog/25950
http://kurayuki.abeshoten.jp/blog/30822
http://kurayuki.abeshoten.jp/blog/30713
http://kurayuki.abeshoten.jp/blog/30647
http://kurayuki.abeshoten.jp/blog/30591
http://kurayuki.abeshoten.jp/blog/30286
http://kurayuki.abeshoten.jp/blog/27512
http://kurayuki.abeshoten.jp/blog/27441
http://kurayuki.abeshoten.jp/blog/27401
http://kurayuki.abeshoten.jp/blog/3503
http://kurayuki.abeshoten.jp/blog/18351
http://kurayuki.abeshoten.jp/blog/14437
*木工具・素材等の販売品はABE ギャラリーに記載しています。
ⓒ2017- 2019 , Kurayuki Abe
All Rights Reserved. No Business Uses.
複製・変形・模造・転載作り変え・画像転用・ロボット、Ai無用、業務利用を禁じます。
木の総合学研究 2017 -2019 「現代の木工具・長台鉋」「西洋の長台鉋歴史事例」「白樫材・赤樫鉋台打ち」「木の切削学」「Japanese Wooden Plane」「NAGADAI and SURIDAI Long Planes of Jointer and Carpenter」
▼ お気軽に一言コメントをどうぞ
次の記事:Prize Designs for Modern Furniture MoMA 1948 – 1950 アートからインダストリアルデザインへのシフト 家具デザインベストブック-6 →
